鞋模加工参数优化技巧:五轴数控铣床刀具选择与切削速度提升方案
本文系统解析五轴鞋楦数控铣床DC6070的鞋模加工参数优化方法,重点围绕不同鞋型刀具选择与切削速度调整展开,旨在提升加工效率与产品精度。内容涵盖设备核心部件的操作要点、高效参数设置、Syntec高速控制器的编程技巧及设备维护,结合具体鞋型案例深入讲解常见加工难点及优化方案,帮助技术人员规避错误,实现稳定高效生产。文章兼顾初学者与专业操作人员需求,提供实操干货与工程经验分享,助力鞋模加工能力显著提升。

五轴鞋楦数控铣床DC6070的加工参数优化
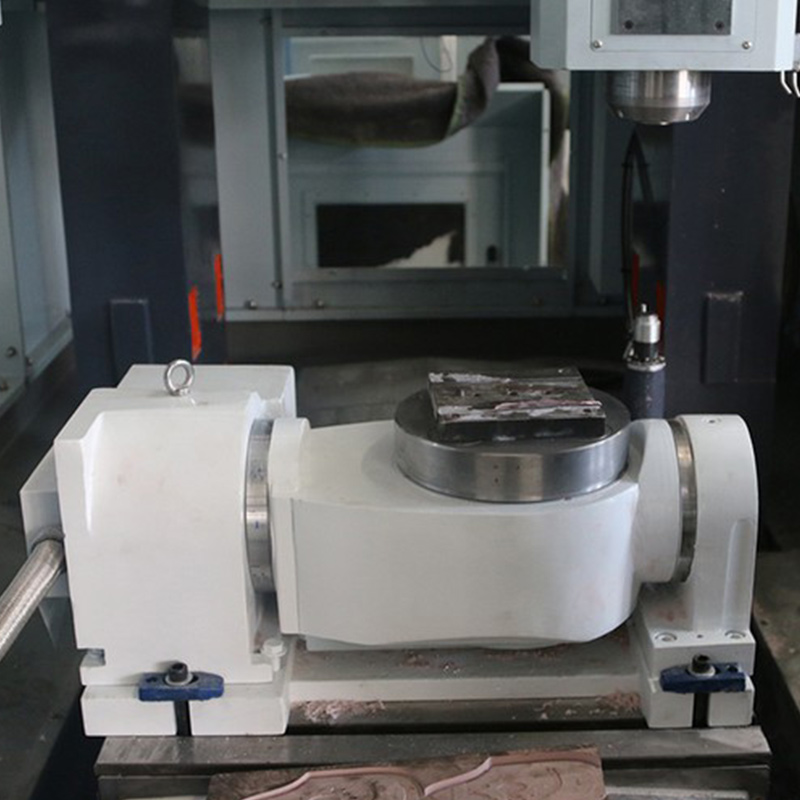
五轴鞋楦数控铣床DC6070因其独特的旋转工作台设计与高扭矩电主轴,成为鞋模制造领域中的技术利器。本文将从设备结构优势入手,着重解析针对不同鞋型如何合理选择刀具与切削速度,精准提升加工效率与鞋模品质。
设备核心结构与性能优势
DC6070采用高精度旋转工作台,能够实现多角度连续加工,大幅提升五轴联动的灵活性。此外,配备的高扭矩电主轴支持高速稳定切削,确保刀具在面对复杂鞋模轮廓时拥有足够的动力,即使是高硬度鞋楦材料或细节复杂的高跟鞋楦,也能保持良好加工质量和稳定性。
设备搭载的Syntec高速控制器采用优化的人机界面设计,简化编程流程,方便操作人员快速调整参数,降低了技术门槛,提升生产响应时间。
根据鞋型选择刀具与切削速度的策略
鞋型的不同对刀具选择及切削参数提出差异化要求:
- 高跟鞋楦:轮廓多变且细节丰富,建议选择直径3-6mm高硬度钨钢球头铣刀,配合较低切削速度(约800-1000转/分钟)和进给率0.01-0.03毫米/刀,保证细节成型精度且避免毛刺。
- 平底鞋楦:表面相对平整,适合采用6-10mm平底立铣刀,切削速度可以提高至1200-1500转/分钟,进给率调整为0.03-0.05毫米/刀,提升加工速度同时确保表面光滑。
以上建议参数因鞋楦材质不同可适度调整,例如硬质塑料或木质鞋楦可适当增加切削速度,而较软材料则降低速度避免变形。
实操案例与避错提示
案例数据显示,通过优化刀具直径和转速,某鞋模厂使用DC6070在高跟鞋模加工中,将单件加工时间从45分钟缩短至33分钟,合格率提升了12%。重点避错如下:
- 切削参数未匹配鞋型导致毛刺和局部变形;
- 忽略电主轴润滑引发主轴发热异常;
- 旋转工作台校准不准造成零件偏差。
| 鞋型 |
推荐刀具类型 |
切削速度 (RPM) |
进给率 (mm/刀) |
| 高跟鞋楦 |
3-6mm钨钢球头铣刀 |
800-1000 |
0.01-0.03 |
| 平底鞋楦 |
6-10mm平底立铣刀 |
1200-1500 |
0.03-0.05 |
Syntec高速控制器操作与编程优化
Syntec控制器配备友好的人机界面(HMI),支持快速调入鞋型加工程序,操作界面清晰,便于实时参数监控与调整。建议日常操作中:
- 预设加工模板,减少重复输入,提高批量生产效率;
- 结合仿真功能提前检测刀具路径,规避干涉和碰撞风险;
- 依据鞋模复杂度,灵活选用多段切削速度,优化表面光洁度与加工时间。
定期更新设备固件,确保控制系统的兼容性与稳定性。
设备维护提升加工稳定性
为保障设备长期稳定运行,关键部件维护需严格执行:
- 电主轴润滑:采用厂家指定润滑油,半年定期加注,避免主轴温升异常;
- 旋转工作台校准:每季度进行精度检测与调整,保持旋转中心与刀具路径一致性;
- 润滑油管路及接头:定期检查防止泄漏,保障气液系统高效运作。
设备维护不仅减少突发故障,更显著提升加工一致性和产品合格率。
专业工程师经验分享:针对复杂鞋模加工,适当降低切削速度并缩小刀具进给量,能有效避免加工毛刺;保证电主轴润滑的及时性,是维持机床高效长寿的关键。合理编程与维护是提升效率的不二法门。