

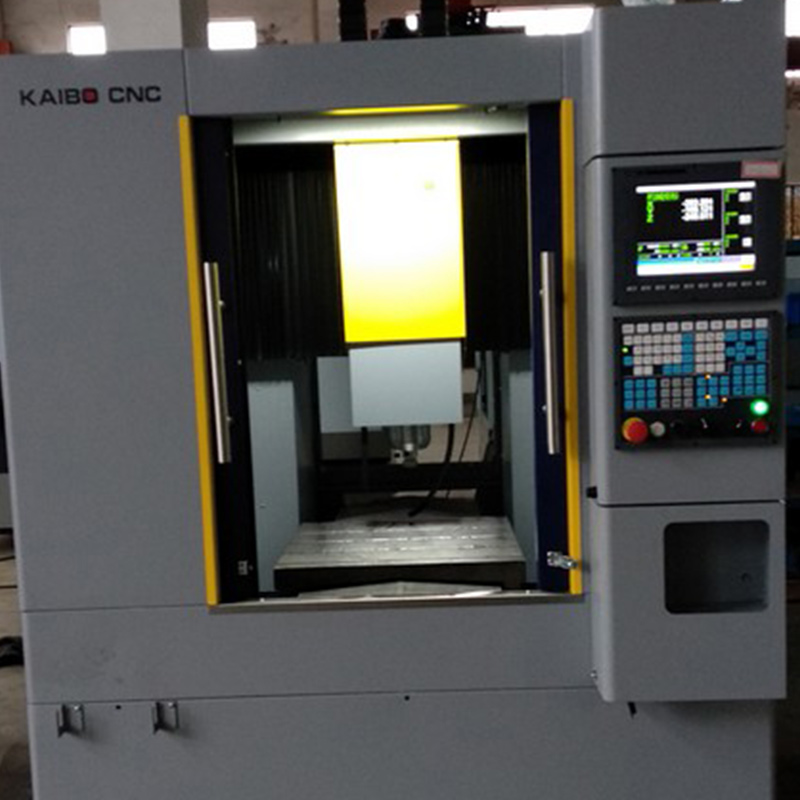
在石墨材料干式数控加工领域,粉尘问题如同隐形杀手,悄无声息地侵蚀着精密设备的核心部件。据行业调研数据显示,未采取有效防尘措施的石墨加工设备,平均故障间隔时间缩短40%,年度维护成本增加50%以上,而加工精度则会在6个月内出现明显下降。今天,我们将深入剖析石墨加工环境下的粉尘危害,并详解凯博数控干式真空石墨加工中心DC6060G如何通过创新设计构建全方位防护体系。
石墨粉尘看似细微,却对数控机床构成多维度威胁。首先,直径仅2-5微米的石墨颗粒能轻易穿透普通防护罩,附着在伺服电机、导轨等精密部件表面,导致磨损加速和运动精度下降。某汽车模具企业的案例显示,未防护的加工中心在连续运行3个月后,X轴导轨磨损量达到0.012mm,直接导致加工件尺寸偏差超差。
其次,石墨具有导电性,堆积在电气控制系统中的粉尘可能引发短路故障。统计显示,约35%的数控机床电气故障根源可追溯至粉尘污染。更严重的是,长期吸入石墨粉尘还会对操作人员健康造成不可逆损害,这也是OSHA(美国职业安全与健康管理局)将石墨粉尘列为需重点管控物质的原因。
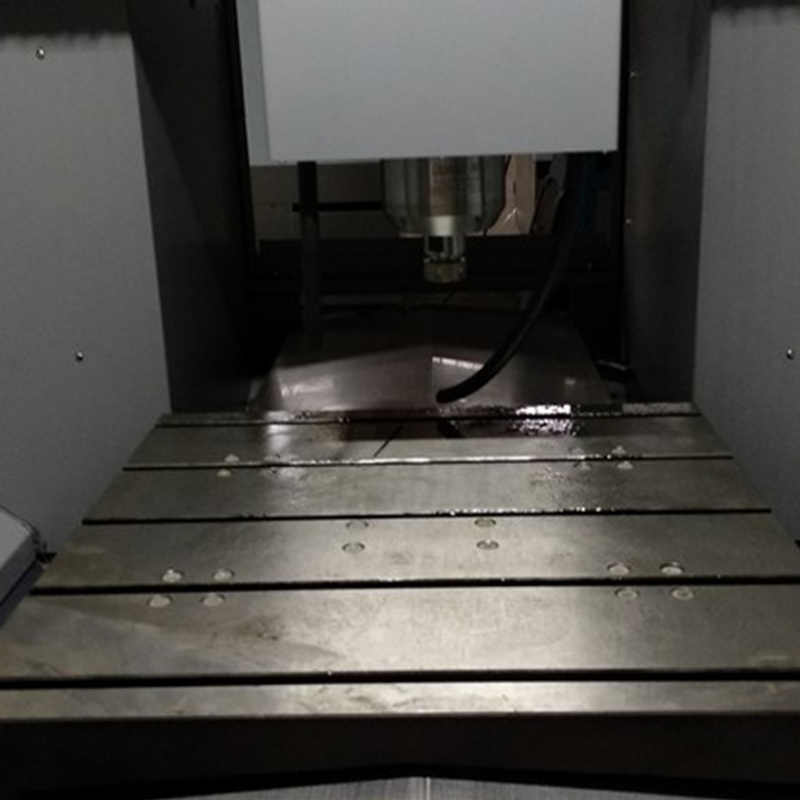
凯博数控DC6060G采用的全密封罩设计,可类比为给机床穿上了专业级"防护服"。传统加工中心的半开放式结构如同穿着"短袖衬衫",无法有效阻挡粉尘侵袭,而全密封设计则实现了360度无死角隔离。其创新点在于:
这种设计不仅物理隔离了粉尘,更创造了一个稳定的加工环境,使设备在恒温恒湿状态下运行,进一步提升加工精度稳定性。实际测试数据显示,采用全密封设计的加工中心,其环境粉尘浓度可控制在0.3mg/m³以下,远低于国家规定的2mg/m³安全标准。
如果说全密封罩是"防护服",那么高效自动吸尘系统就是数控机床的"呼吸系统"。凯博数控DC6060G采用三级过滤吸尘装置,与密封空间形成协同工作机制:

看懂这3个原理,就能少花30%维护费。某航空航天零部件企业引入该系统后,设备维护周期从原来的2个月延长至6个月,年度维护成本降低32%,同时加工件合格率提升至99.2%。
某精密模具企业曾因忽视防尘措施付出惨痛代价。该企业在未采取有效防护的情况下进行石墨电极加工,6个月内发生:
直接损失:1台价值80万元的加工中心因控制系统短路烧毁;32套精密模具因加工精度超差报废,损失约120万元
间接损失:生产线停工15天,订单违约金30万元;操作人员出现尘肺病症状,医疗及补偿费用约50万元
事后评估显示,如果该企业初期投入20万元实施石墨加工防尘方案,这些损失完全可以避免。这正是"预防为主,治疗为辅"在工业设备维护中的生动体现。
即使配备了先进的防尘系统,科学的日常维护仍然不可或缺。凯博数控技术团队建议用户执行以下维护计划:
| 维护项目 | 频率 | 检查要点 |
|---|---|---|
| 过滤器清洁 | 每50小时 | HEPA滤芯压差,超过150Pa需更换 |
| 密封件检查 | 每周 | 胶条磨损情况,有无裂纹或变形 |
| 吸尘管路 | 每100小时 | 管路通畅度,连接处密封性 |
坚持执行该维护计划的用户数据显示,设备平均无故障运行时间(MTBF)可延长30%,使用寿命延长至8-10年,远超行业平均的5-6年水平。
值得注意的是,通过高效吸尘系统收集的石墨粉尘并非工业废料,而是具有很高回收利用价值的资源。经过专业处理后,这些粉尘可重新制成石墨电极或作为添加剂使用,实现资源循环利用。某大型模具企业通过粉尘回收,每年可节省原材料成本约15万元,同时减少碳排放达20吨/年。
在精密制造领域,细节决定成败。石墨加工防尘方案看似只是一项辅助技术,却直接关系到生产效率、产品质量和设备投资回报。当您还在为频繁的设备故障和居高不下的维护成本烦恼时,领先企业已经通过科学的防尘方案实现了"一次投入,长期受益"。那么,您的加工中心是否已经做好了应对粉尘挑战的准备?




















