

技术深度 | 行业应用 | 实战指南
核心价值:通过系统化工艺优化,帮助鞋底模具企业将加工精度提升0.02-0.05mm,表面光洁度提高1-2个等级,试错成本降低30%以上,让每一道工序都更可控。
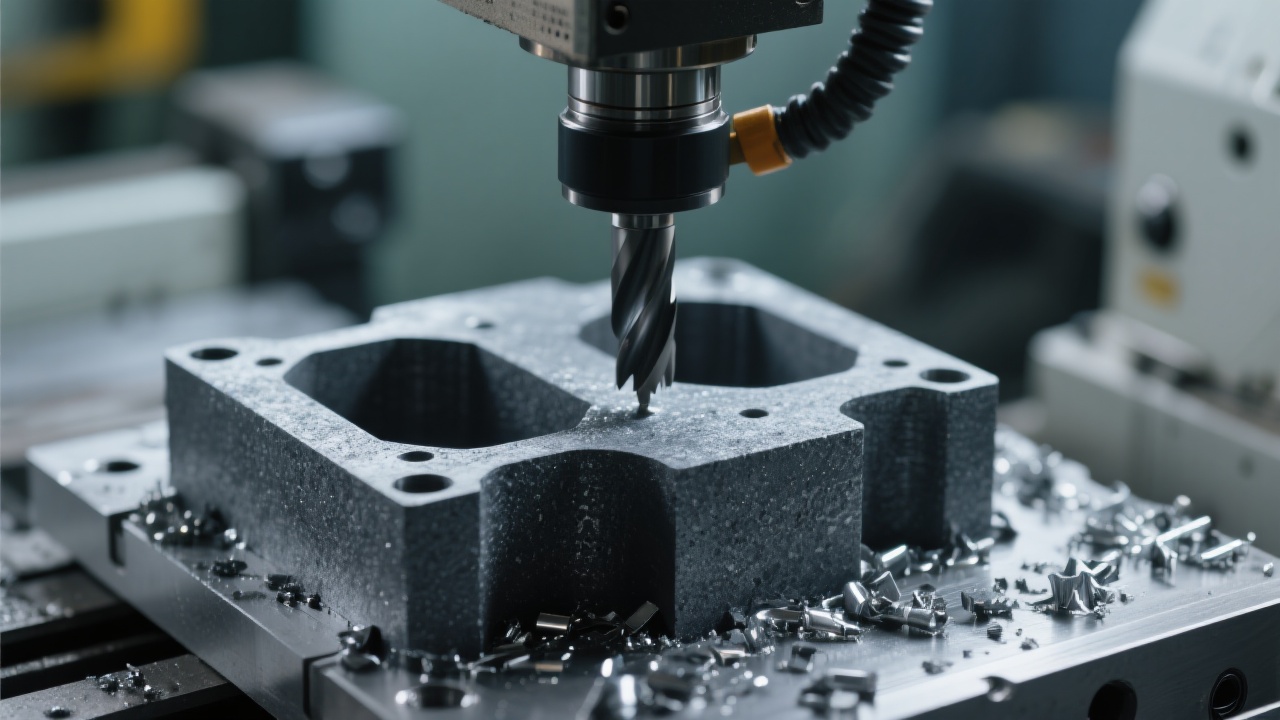
在鞋底模具制造领域,0.01mm的精度偏差可能导致整批产品报废。随着运动鞋款式日益复杂,5轴数控铣床已成为高端鞋底模具加工的标配设备。然而,多数企业面临的共同挑战是:为何相同的设备却加工不出同等精度的产品?本文将从实战角度,系统剖析影响5轴加工精度的四大核心因素,并提供经过行业验证的解决方案。
刀具路径设计不合理是导致加工精度下降的首要因素。某知名鞋底模具企业的案例显示,通过优化刀具路径,其模具曲面加工误差从0.08mm降至0.03mm,加工效率提升25%。
优化策略方面,建议采用"分层等高线+螺旋下刀"组合方式,配合凯博数控5轴加工中心的动态前瞻功能,可使路径流畅度提升40%。实际应用中,需特别注意拐角处的进给率调整,通常建议降低至正常速度的60-70%。
夹具是加工精度的基础保障。调研数据显示,约40%的加工误差源于夹具系统的不稳定性。对于鞋底模具这类薄壁、复杂曲面工件,夹具设计需同时满足定位精度和减震需求。

鞋底模具常用材料包括TPU、橡胶和EVA等,不同材料对切削参数的要求差异显著。以TPU材料为例,其弹性模量低、热敏感性强,若参数设置不当,表面易出现熔结和撕裂现象。
| 材料类型 | 推荐切削速度(m/min) | 进给率(mm/tooth) | 冷却方式 |
|---|---|---|---|
| TPU | 120-180 | 0.08-0.15 | 油雾冷却 |
| 橡胶 | 80-120 | 0.12-0.20 | 压缩空气 |
| EVA | 150-220 | 0.15-0.25 | 风冷+吸尘 |
"材料三看:看硬度选刀具,看韧性调进给,看温度控速度" —— 20年经验模具工程师实战口诀
即使是高精度5轴机床,在长时间加工过程中也会因温度变化和机械间隙产生精度漂移。某模具企业的实践表明,通过实施动态补偿技术,其鞋底模具的尺寸一致性提升了60%。
在实际操作中,建议采用"粗加工-半精加工-精加工"三阶段工艺,并在关键工序间加入精度检测环节。特别是对于具有复杂花纹的鞋底模具,精加工阶段应采用小步距、高转速策略,配合凯博数控的高精度反馈系统,可实现0.01mm级的加工精度控制。
通过以上四大核心要素的系统优化,多数鞋底模具企业可在1-2个月内看到明显的精度提升效果。值得注意的是,精度控制是一个持续改进的过程,需要建立完善的工艺数据库和质量追溯体系。建议企业定期组织技术团队进行案例复盘,将成功经验标准化、流程化,从而实现加工精度的长期稳定。
随着市场对鞋底模具精度要求的不断提高,企业需要从设备、工艺、人员等多维度构建核心竞争力。凯博数控作为专业的5轴加工解决方案提供商,不仅提供高精度加工设备,更致力于通过工艺技术赋能客户,帮助企业在激烈的市场竞争中占据优势地位。

























