

В современном производстве обувных форм точность обработки напрямую влияет на качество готовой продукции, срок службы инструмента и конкурентоспособность предприятия. Согласно исследованиям международных экспертов, точность обработки 5-осевых фрезерных станков для обувных форм может повыситься на 30-40% при правильной оптимизации технологического процесса. В этой статье мы подробно разберем ключевые факторы, влияющие на точность обработки, и поделимся практическими советами, которые помогут вашей команде сократить издержки на эксперименты и сделать каждый этап производства более контролируемым.
Неправильно спроектированный путь движения инструмента является одной из самых частых причин снижения точности обработки и увеличения времени цикла. По данным опроса производителей обувных форм, около 45% брака возникает именно по этой причине. Основные проблемы включают:
Для оптимизации пути движения инструмента рекомендуется использовать следующие стратегии:
Как показывает практика, эти простые шаги позволяют сократить время обработки на 20-25% и улучшить качество поверхности на 30%.
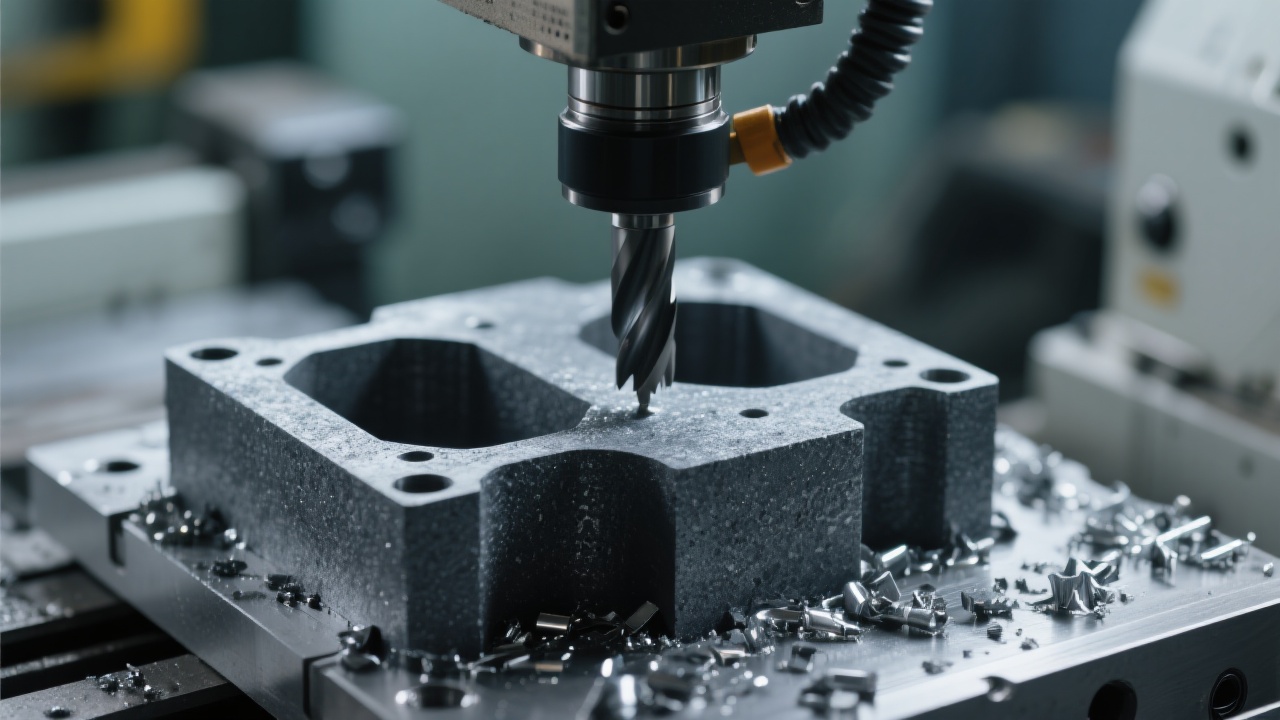
Надежность клеевого устройства напрямую влияет на точность обработки, особенно при работе с крупными и сложными формами. Вибрации, возникающие во время обработки, могут привести к погрешностям до 0.05 мм, что критично для обувных форм с мелкими деталями и сложными узлами.
Ключевые характеристики эффективного клеевого устройства:
Использование материалов с высоким модулем упругости (сталь марки 45 или сплавы алюминия) снижает деформации под нагрузкой на 40-50%.
Использование стопорных销ов с допуском H7/g6 и пластин с резьбой M12-M16 обеспечивает повторяемость позиционирования до 0.01 мм.
Добавление демпфирующих элементов (например, резиносодержащих вставок) снижает вибрации на 30-35%.
Эксперименты показывают, что правильно спроектированное клеевое устройство может снизить погрешности обработки на 50-60% и увеличить срок службы инструмента на 25-30%.
Разные материалы (TPU, резина, ПВХ) требуют индивидуального подхода к выбору параметров обработки. Неправильная настройка может привести к перегреву инструмента, снижению качества поверхности или даже разрушению заготовки.

Основные параметры, подлежащие адаптации:
При несоблюдении этих параметров вероятность брака возрастает на 40-50%, а срок службы инструмента сокращается вдвое.
Тепловые деформации станка и обратные зазоры в передачах — это скрытые факторы, влияющие на точность обработки, особенно при длительных циклах. По данным производителей 5-осевых фрезерных станков, тепловые деформации могут вызвать погрешности до 0.03 мм за час непрерывной работы.
Практический совет от инженера: «Три шага к идеальной компенсации: прогрей станок 30 минут перед началом работы, используйте встроенные системы измерения температуры и корректируйте программу обработки каждые 2 часа работы».
Основные методы компенсации:
Эти мероприятия позволяют снизить погрешности, связанные с тепловыми деформациями, на 70-80%.
Для быстрого выявления и устранения проблем рекомендуется использовать следующий чек-лист перед началом каждой смены:
Регулярное выполнение этого чек-листа снижает вероятность аварий на 60-70% и сокращает время простоя оборудования на 30-40%.
Оптимизация процесса обработки обувных форм на 5-осевых фрезерных станках — это комплексная задача, требующая глубокого знания технологий и опытной работы. Каждый из рассмотренных факторов играет важную роль в достижении высокой точности и качества. С помощью практических советов, представленных в статье, ваша команда сможет значительно улучшить производственные показатели, сократить издержки на брак и эксперименты, а также сделать каждый этап производства более предсказуемым и контролируемым.
Узнайте, как решения 凯博数控 могут помочь вашей компании достичь новых высот в производстве обувных форм с минимальными издержками.
Получить индивидуальную консультацию эксперта
























