

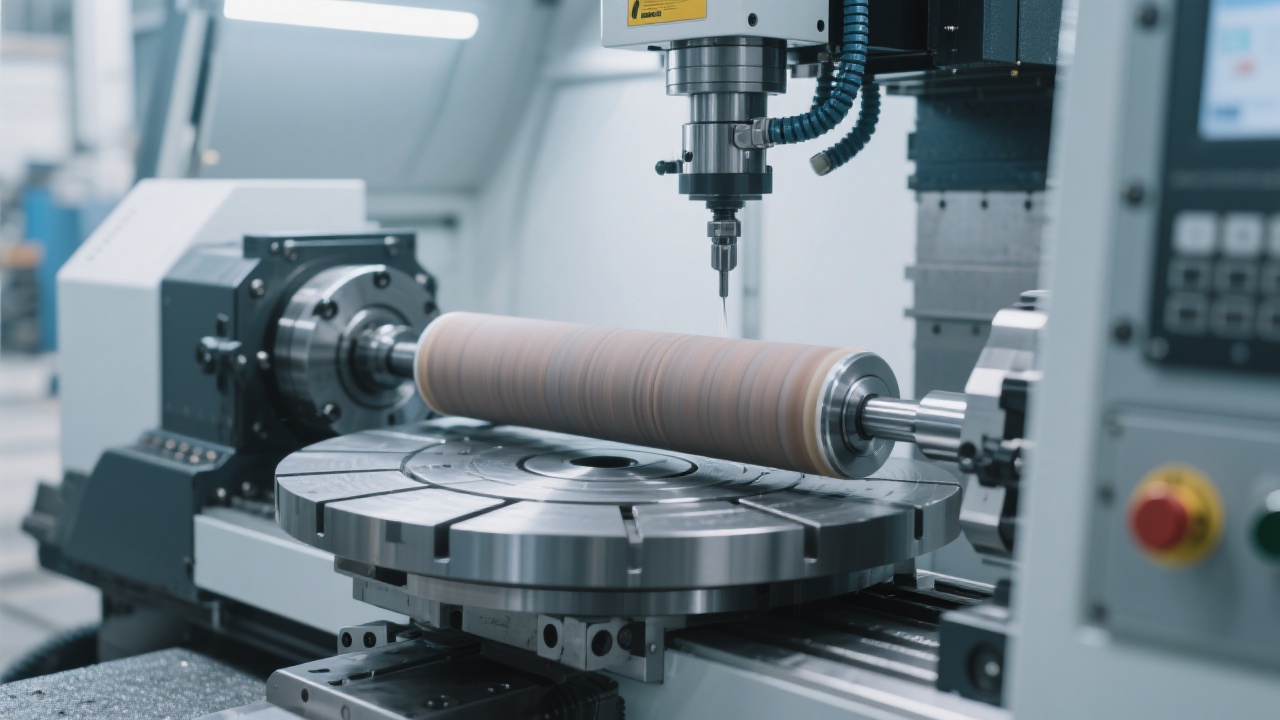
Na indústria de baterias para veículos elétricos e moldes para injeção, o grafite é amplamente utilizado por sua excelente condutividade térmica e resistência química. No entanto, sua alta fragilidade durante o processo de fresagem frequentemente resulta em superfícies rugosas — uma falha que pode comprometer não apenas a qualidade do produto final, mas também a eficiência da produção.
Estudos indicam que até 68% dos problemas de rugosidade em grafite são causados pela seleção inadequada da ferramenta. Ferramentas de aço rápido (HSS) desgastam rapidamente ao entrar em contato com o grafite, gerando calor excessivo e fragmentação irregular do material. Já as ferramentas em PCD (Diamante Polycristalino), como as oferecidas por fabricantes especializados, apresentam uma vida útil até 10x maior e reduzem significativamente o coeficiente de atrito entre a ferramenta e o grafite.
| Tipo de Ferramenta | Vida Útil (horas) | Rugosidade Média (Ra, µm) |
|---|---|---|
| HSS | 2–4 | 3.5–5.2 |
| PCD | 25–40 | 0.8–1.5 |
Para garantir um acabamento suave no grafite, os parâmetros devem ser adaptados à natureza frágil do material. Um estudo feito com 12 linhas de produção em fábricas de baterias na Europa mostrou que:
O uso de refrigeração úmida não só reduz a temperatura do processo (abaixando-a em até 40°C), como também remove o pó de grafite que se acumula nas ranhuras da ferramenta — uma das principais causas de desgaste prematuro. Em testes reais, máquinas com sistema de lavagem contínua tiveram uma redução de 35% nos tempos de parada para limpeza e 22% mais peças dentro dos padrões de qualidade.
Engenheiros de produção que implementaram essas práticas relataram aumento de até 15% na taxa de aproveitamento do material e redução de retrabalho em até 27%. Isso significa menos desperdício, menor custo operacional e maior consistência nos lotes — especialmente crítico em setores como automotivo e eletrônicos.
Descubra como nossas ferramentas PCD e sistemas de refrigeração personalizados podem resolver seus desafios de acabamento em grafite hoje mesmo.
Obtenha sua análise técnica gratuita agora












