

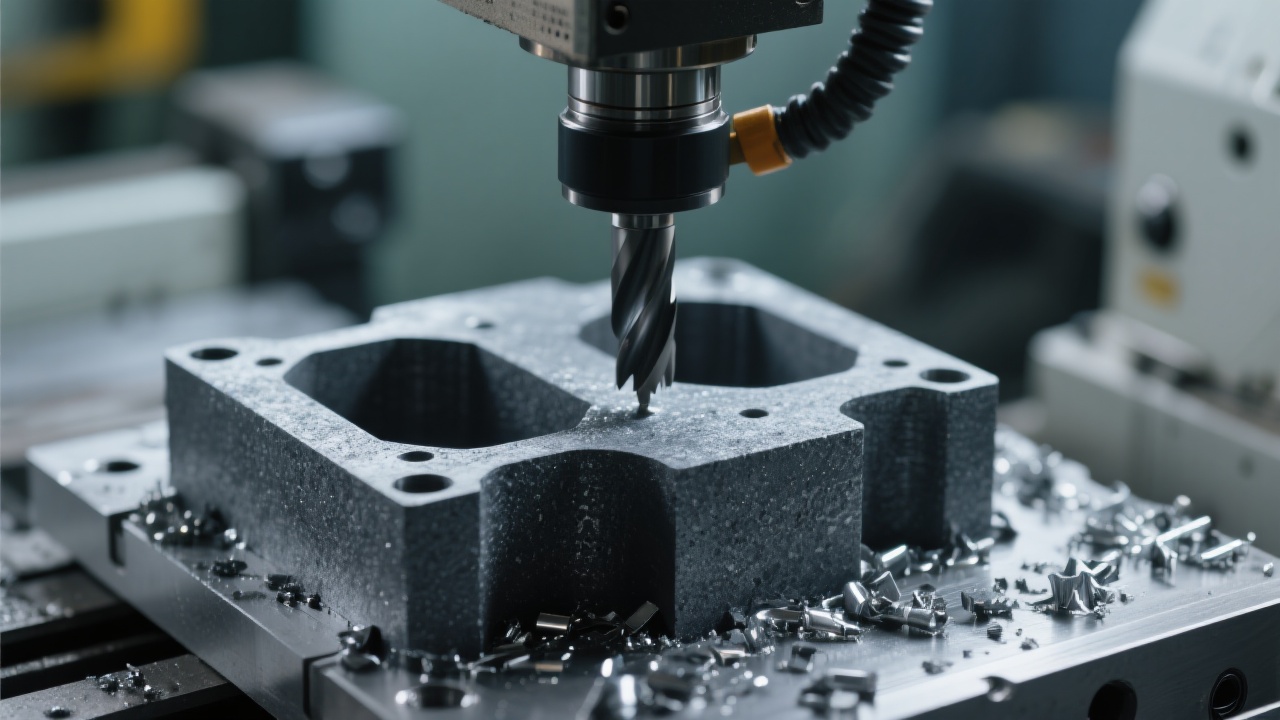
In the precision manufacturing landscape, graphite components have become indispensable across industries like new energy batteries and aerospace. However, achieving consistent machining accuracy remains a significant challenge for many manufacturers. This technical guide explores the critical factors influencing graphite machining precision and provides actionable insights for process optimization.
Graphite's unique combination of properties—high thermal conductivity, low coefficient of thermal expansion, and extreme brittleness—presents distinct machining challenges. Unlike metal processing, graphite machining produces abrasive dust particles that accelerate tool wear, while the material's low fracture toughness increases the risk of chipping and micro-cracking.
"Graphite machining requires a fundamentally different approach than traditional metalworking. The material's abrasive nature can reduce tool life by up to 70% compared to aluminum machining under similar conditions," notes Dr. Michael Chen, Materials Science Professor at MIT's Precision Manufacturing Lab.
The geometric parameters of cutting tools play a pivotal role in determining surface quality and dimensional accuracy. Three key angles require careful consideration:

The relationship between feed rate and cutting depth directly impacts both machining accuracy and tool life. For graphite, a general rule of thumb is to maintain a feed per tooth (fz) between 0.01-0.03mm, with cutting depths typically 2-3 times the tool diameter for roughing operations and 0.1-0.5mm for finishing.
| Tool Diameter (mm) | Recommended Feed Rate (mm/min) | Optimal Depth of Cut (mm) | Spindle Speed (RPM) |
|---|---|---|---|
| 3-6 | 800-1200 | 0.1-0.5 | 15,000-25,000 |
| 6-12 | 1200-2000 | 0.5-1.5 | 8,000-15,000 |
| 12-20 | 2000-3500 | 1.5-3.0 | 5,000-8,000 |
While wet machining is common in metalworking, graphite presents unique challenges for this approach. The porous nature of graphite can absorb cutting fluids, leading to contamination and dimensional instability as the material dries. Dry machining eliminates these issues but introduces new considerations for dust management and heat control.
"Our research with aerospace clients demonstrated that dry machining with proper dust extraction consistently achieves 30% better dimensional stability compared to wet machining for graphite components," reports the Advanced Manufacturing Research Center at Stanford University.
Machine tool construction plays a critical role in maintaining precision during graphite machining. High rigidity minimizes micro-vibrations that can compromise surface finish and dimensional accuracy. Additionally, thermal stability is essential, as temperature fluctuations as small as 1°C can introduce measurable errors in precision components.
You might be struggling with dimensional variations in your graphite parts that seem to appear randomly. Understanding how environmental factors and machine stability contribute to these variations could be the key to solving your production challenges.
Innovative machine designs specifically engineered for graphite machining have demonstrated significant improvements in precision and productivity. These solutions incorporate features like fully enclosed machining areas, high-efficiency dust collection systems, and advanced thermal management to address the unique challenges of graphite processing.

Manufacturers implementing these specialized solutions have reported consistent dimensional accuracy within ±0.002mm, surface finishes as low as Ra 0.8μm, and tool life improvements of 40-60% compared to conventional machining centers. The 凯博数控 (Kaibo CNC) DC6060G machining center exemplifies this approach, integrating all these critical elements into a purpose-built solution for precision graphite component manufacturing.
Discover how purpose-built graphite machining solutions can transform your production processes, delivering consistent precision and reduced operating costs.
Explore Precision Graphite Machining SolutionsWhen evaluating your graphite machining processes, consider not just the immediate production metrics but also the total cost of ownership. Reduced tooling expenses, lower scrap rates, and decreased rework can significantly impact your bottom line over time. The most successful manufacturers view precision as an investment rather than an expense, recognizing that consistent quality opens doors to higher-value applications and markets.





















